
Contact Sales Now
Thank you! Your submission has been received!
Oops! Something went wrong while submitting the form.

Contact Sales Now
Thank you! Your submission has been received!
Oops! Something went wrong while submitting the form.

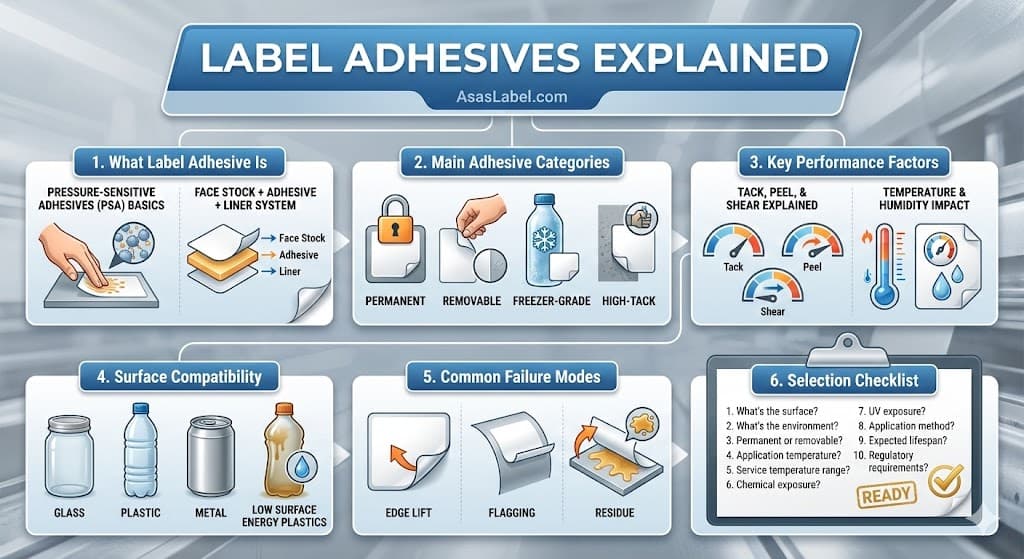
Pressure-sensitive adhesives operate on a unique principle of viscoelasticity. Unlike structural glues that require chemical curing or solvent evaporation to bond, PSAs are permanently tacky solids. They exhibit liquid-like properties to flow over a surface and solid-like properties to resist separation forces, ensuring the label stick is consistent across various environmental conditions.
The efficacy of a PSA relies heavily on the concept of "wetting out." When pressure is applied, the label is applied and the adhesive flows into the microscopic peaks and valleys of the substrate. This creates intimate molecular contact essential for Van der Waals forces to generate adhesion. This pressure-sensitive label performance depends entirely on the formulation's flow characteristics and the amount of pressure applied.
No heat activation, water, or solvents are required to initiate this bond. Insufficient pressure results in poor contact area and weak initial tack. Adhesives work best when the right adhesive is selected for the specific product label surface. Selecting the right label adhesive is crucial because adhesive isn’t universal; different adhesives allow for different levels of durability.
Formulations generally fall into two main chemical families: rubber-based adhesives and acrylic adhesives. Rubber-based adhesives offer high initial tack and adhere well to difficult surfaces but are susceptible to oxidation. Acrylics provide superior clarity, UV resistance, and long-term aging stability for a permanent label.
A pressure-sensitive label is strictly defined as a laminate construction. It functions as an integrated system rather than isolated components. The label material or face stock acts as the carrier, the adhesive provides the bond, and the release liner protects the adhesive labels prior to application.
The release liner is coated with a silicone release agent. This layer determines the release value, which is the force required to separate the label from the liner. Consistent release values are critical for high-speed automated label application systems to prevent web breaks or dispensing errors. A guide to choosing the right liner is just as important as the adhesive guide itself.
Adhesive coat weight is another critical variable. A thicker coat weight allows for better flow into textured surfaces but increases the risk of adhesive ooze. A thinner coat weight is cleaner but requires a smoother substrate for effective bonding of shipping labels or paper labels.
Component compatibility influences shelf life. Certain face stocks, such as raw thermal paper, can react chemically with aggressive rubber adhesives. This reaction may cause the thermal coating to fade or the label adhesive to lose its tack over time, meaning the label without the proper barrier will fail.
Permanent labels are engineered for one-time application. The adhesive strength increases significantly after the initial "dwell time," which is the period allowing the adhesive to fully flow into the substrate texturing. Removal of the label typically results in destroying the label or leaving residue on the surface.
General-purpose permanent adhesive solutions cover the majority of supply chain and logistics applications. They provide a balance of decent initial tack and reliable ultimate adhesion on standard corrugated cardboard and poly bags. Cost-effective hot melt rubber formulations are standard for permanent adhesive labels.
Aggressive permanent options are necessary for difficult environments. These contain higher coat weights or specialized tackifiers. They are used for asset tagging or safety labels where the label must survive the lifespan of the product it identifies. Selecting the right adhesive here is the difference between a perfect label and a failed one.
Removable labels rely on a distinct balance between adhesive strength and cohesive strength. The internal cohesion of the adhesive must be stronger than the bond to the substrate. This ensures the removable adhesive stays on the face stock and leaves no residue when you remove the label.
Micro-sphere technology is often employed for removable adhesive labels. Small adhesive spheres reduce the total contact area, allowing for easy lifting and reapply capabilities. This is common in retail point-of-sale labels or temporary labeling on delicate surfaces like glass or book covers where adhesives can be removed without label or the surface damage.
Ideally, a removable label maintains stable peel strength over time. However, some adhesives allow for "adhesion buildup," becoming permanent over long periods if exposed to UV light. Learn the differences between permanent and removable options to ensure the label to be removed actually comes off without damaging the label.
Standard adhesives fail in freezing conditions because the polymer chains stiffen. Regular permanent labels will fall off in deep freeze environments. Freezer-grade adhesive is formulated with a much lower glass transition temperature, ensuring labels perform even when labels will be exposed to extreme cold.
Cryogenic labels represent the extreme end of this spectrum. Used in medical laboratories, these labels offer resistance to liquid nitrogen at -196°C. Cryogenic adhesive must survive rapid temperature cycling and autoclave sterilization without delaminating from vials or test tubes. Selecting the right chemistry here is critical for label performance.
Tack, often called "initial grab," measures the immediate label stick upon contact with minimal pressure. Label adhesive is best when the tack is matched to the speed of the label application line. High tack is crucial for high-speed lines where the label has mere milliseconds to adhere.
Peel adhesion defines the force required to remove a label after it has bonded. Peel strength dictates whether a type of label is permanent or removable. Labels are designed to meet specific peel targets based on the label needs of the end user.
Shear resistance measures the internal cohesive strength of the adhesives used. It is the ability of the adhesive to resist sliding or splitting under stress. High shear is vital for closure seals or tamper-evident adhesive applications that must resist constant spring-back forces. Tamper-evident labels rely on high shear and high adhesion to ensure they cannot be removed cleanly.
Surface energy is the most critical factor in choosing the right label. High Surface Energy (HSE) materials are easy for label adhesives perform on. Metals, glass, and Kapton are classic HSE examples where the adhesive for your label will wet out easily.
While glass is HSE, labels serve different purposes; clear containers often require transparency, necessitating clear emulsion acrylics. Common label errors occur when a different adhesive is used on powder-coated metals, which actually act like low-energy plastics, causing the wrong adhesive to fail.
Low Surface Energy (LSE) logistics creates significant bonding hurdles for any type of label. Materials like polyethylene (PE) and polypropylene (PP) have low surface tension. Adhesives are designed to either "wet" or "bead" on these surfaces. Standard adhesives work poorly on LSE, leading to label failure.
Modified acrylics and aggressive rubber adhesives are used for LSE plastics. These labels help bridge the gap with tackifiers designed for non-polar surfaces. If you need a label for a plastic bin, a different adhesive than a standard paper label adhesive is required to ensure labels make a lasting bond.
Edge lift occurs when the stiffness of the label material fights against the adhesive. Flagging happens when a label is too long for a curved object. Using a repositionable adhesive during adhesive testing can help identify these mechanical failures before a full production run.
Adhesive bleed or ooze creates sticky edges that jam equipment. This is often caused by using the wrong adhesive for hot environments or excessive coat weight. Plasticizer migration is another chemical label failure where adhesives used on vinyl (PVC) labels are often used but then turn into a "gooey mush" due to chemical incompatibility.
Choosing the right adhesive starts with ten essential questions. Label adhesives help communicate vital info, but only if they stay attached. To find labels that last, your label supplier needs to know the exact parameters of your project. Labels are crucial in many industries, and adhesive testing is the final step to ensure the type of adhesive matches your label needs perfectly.
The material the label is adhering to—metal, plastic, glass, or paper—dictates the necessary chemical affinity. For instance, Low Surface Energy (LSE) plastics require aggressive rubber-based or modified acrylic adhesives, whereas High Surface Energy (HSE) metals allow for standard permanent labels to wet out effortlessly.
Is the surface smooth, rough, or oily? Textured surfaces reduce the contact area for the label adhesive, often requiring a higher coat weight or a high-tack formulation to ensure the label stick remains secure over time.
The temperature at the moment the label is applied is critical. If applied in a cold warehouse, you may need cold temperature adhesives; otherwise, a standard type of adhesive will become "glassy" and fail to bond correctly.
Beyond application, what extreme temperatures will the label face? Freezer-grade adhesive is necessary for cold storage, while high-heat environments require specialized acrylics to prevent the adhesive from softening and oozing.
Will the labels be exposed to UV light, moisture, or harsh chemicals? Outdoor labels require solvent-based acrylics to resist yellowing and oxidation, while a chemical label needs high resistance to solvents to maintain adhesion.
Deciding between permanent labels and removable labels is fundamental. Permanent adhesive is designed to destroy the label material upon removal, whereas removable adhesive labels must come off cleanly without leaving residue.
Curved surfaces, like vials or small tubes, create "mandrel" stress. To prevent flagging or edge lift, you need a flexible label material combined with a high-shear label adhesive that can resist the constant force pulling the label away.
Does the label need to meet FDA 175.105 for food contact, UL 969 for electronics, or specific cryogenic labels standards for medical labs? Ensuring compliance is non-negotiable for safety and label performance.
Will they be applied by hand or via high-speed label application machinery? Automated systems require a specific liner (like PET or glassine) and a label adhesive with consistent release properties to prevent production jams.
If you require the "no-label look" on a clear bottle, the right adhesive must be optically clear. Labels make a huge brand impact, so choosing an adhesive that won't turn "milky" when exposed to water is essential for premium products.