
Contact Sales Now
Thank you! Your submission has been received!
Oops! Something went wrong while submitting the form.

Contact Sales Now
Thank you! Your submission has been received!
Oops! Something went wrong while submitting the form.

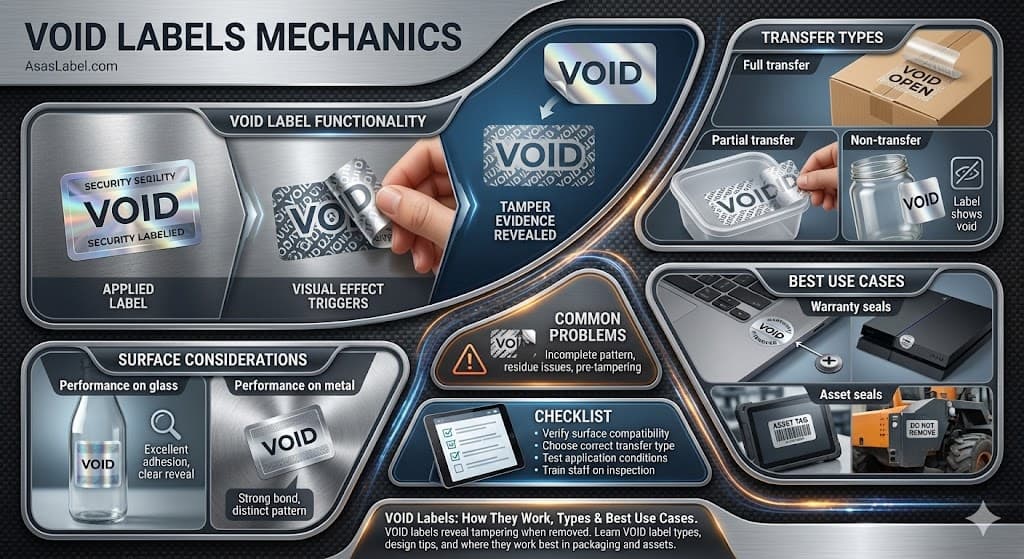
Tamper-evident security relies heavily on the engineering behind a VOID label. These materials serve as a primary line of defense in supply chain integrity and product security and brand protection. Understanding the mechanical failure points engineered into these custom void labels allows for better selection and application. It is not merely a type of sticker; it is a complex laminate designed to fracture under stress, often including a destructible component to deter tampering.
The core function involves a differential release mechanism within the adhesive. This mechanism must activate precisely when removal is attempted. Manufacturers design the adhesive system to possess a stronger bond to the application surface than to the face stock in specific pattern areas. This chemical imbalance creates the visible tamper evidence that helps secure your products.
The architecture of a VOID label consists of multiple engineered layers. The top layer is typically a polyester face stock known for high tensile strength. Beneath this lies a release coating, often silicone or wax-based, printed in a reverse specific void pattern. This pattern dictates the hidden message or void message that appears upon removal.
A layer of pressure-sensitive adhesive covers the release coating and the bare face stock. When applied to a surface, the adhesive wets out and forms a seal. The security feature lies dormant until mechanical shear force is applied during a removal attempt. The physics of the separation are binary and irreversible, providing clear tamper-evident label functionality.
Upon peeling, the adhesive bonded to the release pattern splits from the face stock. It remains on the substrate or disrupts the visual continuity of the label. The adhesive bonded directly to the face stock (where no release pattern exists) stays with the label. This differential adhesion reveals the hidden message or standard void word “VOID”, ensuring high-quality void labels provide proof of authenticity.
The visual trigger depends entirely on the shear strength of the adhesive relative to the internal bond strength of the laminate. If the adhesive bond to the substrate is too weak, the label might lift without triggering the tamper evident security. If the internal bond is too strong, the message fails to separate cleanly, which is why choosing the right label type is essential for brand protection.
Manufacturers calibrate this "release value" generally between 15 to 40 grams per inch regarding release liner removal, but the void security trigger requires significantly higher force. The visual change must be high contrast upon removal. Typically, a silver metallic residue on a dark asset indicates a breach. The opacity of the face stock plays a crucial role in hiding the hidden message before activation.
Lighting conditions govern the visibility of the void message. Sub-surface printing ensures that the “VOID” or “OPENED” text is not visible from the surface until the layers fracture. This requires precise color matching between the face stock and the release pattern to prevent "ghosting" or premature visibility of the security message, which is a hallmark of high-quality void labels.
Selecting the correct transfer type is a function of the substrate and the desired evidence level. Not all security breaches require a sticky residue left behind. The industry categorizes these mechanics into three distinct behaviors regarding adhesive deposition to deter tampering and protect high-value products throughout the supply chain.
The choice impacts the post-breach cleanup and the forensic analysis of the surface. Security managers must balance the need for overt evidence against the cost of damaging the application surface. This decision dictates the formulation of the acrylic or rubber-based adhesive used in the void label solutions.
Total Transfer Labels leave a heavy, sticky residue on the application surface. This provides a higher level of security. The entire adhesive layer separates from the face stock in the pattern area. It is virtually impossible to clean without solvents. This is ideal for porous surfaces like cardboard or unpainted wood pallets used in a variety of types of shipping.
Partial-Transfer Void Labels offer a middle ground. They leave a specific, sharp void pattern on the surface but retain some adhesive on the label. This prevents the label from curling excessively after removal. It allows for a secondary verification by inspecting the removed label itself. Use cases often involve coated paper or high-energy plastics for tamper evident labels.
Non-Transfer Void Labels are engineered to leave no residue on the surface. The void message appears clearly on the label face, indicating tampering, but the surface remains on the surface clean. The adhesive separates cleanly from the substrate but fractures internally. These are critical for car doors, glass displays, and reusable high-value products.
Non-transfer technology relies on high internal cohesion within the adhesive layer. The bond to the face stock breaks preferentially over the bond to the substrate. This requires a very smooth, high-energy surface to function correctly. Applied to the wrong surface, a non-transfer label might invariably fail to trigger or act as a total transfer label if someone attempts to remove it.
Deployment of void tamper evident security labels requires alignment with operational goals. If the goal is to deter tampering and provide theft deterrence, high-residue labels act as a psychological barrier. If the goal is warranty verification, the product integrity and the longevity of the label material are paramount. The application environment dictates the material science required for brand protection.
Environmental exposure dictates the lifespan of the void security mechanic. Outdoor applications require UV-stabilized polyester face stocks. Indoor warehouse applications can utilize cost-effective polypropylene variants. Understanding the supply chain distinct stages helps determines where the security seals add the most value for a wide range of products.
“Warranty void” seals on electronics represent the most common commercial application. These small labels bridge the seam of a device chassis. They must be brittle enough to fracture or void upon removal of the slightest torque. The adhesive must resist "hot air gun" tampering, which counterfeiters use to soften standard adhesives to prevent unauthorized access.
Asset tags differ as they must survive the life of the product. They usually incorporate a barcode, serial numbers, or qr codes alongside the void feature. The void security mechanic prevents asset masquerading, where a tag from a cheap item is moved to an expensive item. The label effectively permanently marries the tracking number to the physical asset to maintain security and brand identity.
Pharmaceutical packaging utilizes clear void seals to ensure box integrity. Here, the visible evidence of tampering must be undeniable to the consumer. Any sign of "void" or "opened" text renders the product unsellable. This application demands medical-grade adhesives that do not migrate through paperboard packaging to contaminate the product.
Logistics and cargo security utilize large-format void labels work to protect truck doors and air freight containers. The visible evidence of tampering protects liability carriers. If a seal is broken upon arrival, custody transfer is refused. These high-quality void labels must perform effectively on dirty, oxidized metal surfaces common in transport throughout the supply chain.
The substrate is the most variable factor in security void label printing performance. Adhesion science relies on surface energy. High surface energy allows the adhesive to wet out and flow into microscopic imperfections. Low surface energy causes the adhesive to bead up, preventing a higher level of security bond.
Texture plays a significant role in trigger reliability for using void labels. A highly textured surface reduces the contact area between the adhesive and the substrate. If the contact area is insufficient, the adhesive will pull away from the surface rather than separating from the face stock when someone tries to remove the label. This results in a failure to void.
Glass and polished metals are high-energy surfaces. They represent the ideal substrate for void labels work. The adhesive bonds aggressively, ensuring that any removal attempt triggers the void pattern instantly. Stainless steel, aluminum, and glass allows for the use of non-transfer void label solutions with high reliability.
However, surface contamination can negate this advantage. Oil, dust, or moisture acts as a barrier layer. Before application, the surface requires cleaning. On dirty glass or oily metal, the adhesive bonds to the contaminant rather than the substrate, allowing someone attempts to remove the label without triggering the hidden message security layer.
Powder-coated paints present a unique challenge. While metallic, the powder coating often contains wax additives to repel dirt. These additives lower the surface energy drastically. Standard void labels may fall off or peel the label without voiding. Specialized "high-tack" void security labels are required to penetrate the rough topography of powder coatings and provide visible evidence of tampering.
Plastics vary widely in performance for this label type. Polycarbonate and PET are easy to bond to. Polyethylene and Polypropylene are low-energy plastics that resist adhesion. Applying a standard void label to a trash can often results in failure unless a specialized rubber-hybrid adhesive is utilized to secure your products.
The label peels off without voiding. This is the most frequent failure mode when using void labels. It almost always results from insufficient dwell time. Pressure-sensitive adhesives are viscoelastic; they flow over time. A valid bond typically requires 24 to 72 hours to reach ultimate adhesion. Testing immediately after someone tries to remove the label causes failure.
The label voids prematurely during application. Inflexible face stocks combined with aggressive handling cause this. If the user bends the label sharply while peeling it from the liner, the pre-cut void pattern may fracture. Security personnel must be trained to peel the label flat and apply it smoothly to the right label position.
Ghosting appears on the roll. If the rolls are wound too tightly during manufacturing, the pressure can cause the pattern to imprint slightly. While usually cosmetic, severe ghosting indicates the release liner siliconization was insufficient. This can make the void labels difficult to dispense via automated machinery.
Adhesive bleeding at the edges. High temperatures cause the adhesive to soften and ooze. This attracts dirt and can lock the label layers together, preventing the void labels work mechanism from working. Storage conditions must be controlled to preserve shelf life and deter tampering effectively.
Chemical defeat attacks. Sophisticated attackers use solvents to dissolve the adhesive edge. Manufacturers counter this by using solvent-resistant acrylics or incorporating reacting inks. Destructible labels and high-quality void labels offer a higher level of security against these attack vectors compared to standard stickers.
Dwell time is the period required for the adhesive to wet out the surface. In fast-paced logistics, waiting 24 hours is impossible. Users often ask if heat or pressure can speed this up. Increasing application pressure helps force the adhesive into surface valleys, improving immediate bond strength for your void security labels.
Heat can accelerate the flow of the adhesive, but it is risky. Excessive heat softens the facestock, potentially triggering the void pattern before application is complete. The safest operational adjustment is firm pressure using a squeegee tool rather than just a thumb press. This guarantees maximum initial surface contact when you secure your products.
Quick-tack void label solutions are available for high-speed application environments. These adhesives have a higher initial grab but may possess lower ultimate shear strength. Procurement teams must clearly define the time gap between application and the first potential security check to ensure product security and brand protection.
Define the exact substrate. Identify the material (glass, plastic, cardboard) and its condition. Determine the surface energy. If the surface is polyethylene, specify a high-tack void security variant designed for Low Surface Energy materials to prevent someone attempts to remove the seal successfully.
Determine the transfer requirement. Decide if the surface must remain clean after removal. Choose Total Transfer for single-use packaging. Choose Non-Transfer for doors or reusable containers. Choose Partial-transfer labels for coated paperboard to prevent tearing the box surface upon removal.
Establish temperature ranges. Analyze the application temperature versus the service temperature. Applying labels in a freezer requires specific "freezer-grade" adhesives. Standard adhesives crystallize and fail below freezing. Conversely, high-heat environments require acrylics that resist softening for your tamper evident security labels.
Verify dwell time allowance. Calculate the time available between application and shipping. If the meaningful security period starts five minutes after application, standard adhesives will fail. You must source aggressive, quick-stick void labels that trigger instantly if someone tries to remove the label.
Select the face stock durability. Internal use on files requires paper or basic polypropylene. External use on vehicles requires top-coated polyester or vinyl. Ensure the face stock opacity is sufficient to hide the hidden message or word “void” to prevent visual decoding without removal.
Test under real-world conditions. Lab tests on stainless steel panels do not predict performance on a dusty cardboard box. Order sample custom void labels. Apply them to the actual assets. Wait the allotted dwell time. Attempt to defeat the label using peeling, heating, and freezing techniques as part of your best practices.
Train the application team. Security features fail if applied casually. Instruct staff to clean the surface area. Enforce firm application pressure across the entire label surface. Monitor storage of unused rolls to prevent humidity damage and ensure the void security labels work as intended.
Review customization needs. Generic "VOID" text is widely available and forgeable. Customizing the void message to display a company logo increases security. This requires custom tooling but prevents attackers from replacing a broken seal with a generic duplicate.
Incorporate serialization. A void label without a unique number is easily replaced. Always include sequential numbering, serial numbers, or qr codes. This ensures that even if a label is successfully removed and reapplied, the inventory system can flag duplicate or missing serials throughout the supply chain.