
Contact Sales Now
Thank you! Your submission has been received!
Oops! Something went wrong while submitting the form.

Contact Sales Now
Thank you! Your submission has been received!
Oops! Something went wrong while submitting the form.

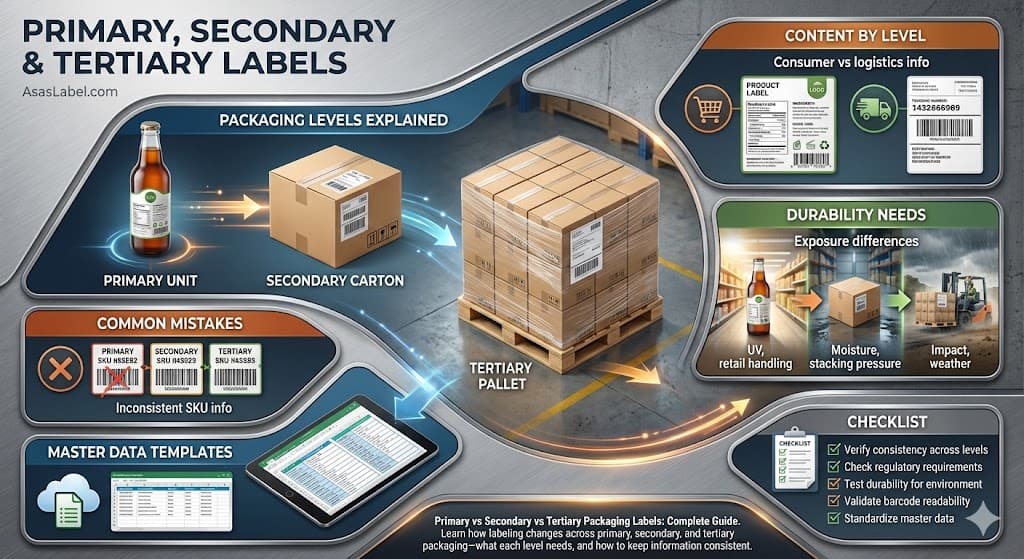
Efficient logistics and supply chain management rely heavily on the seamless distinct flow of information across three levels and different packaging scenarios. Within the packaging industry, tertiary packaging and secondary and tertiary packaging work together as a dynamic ecosystem. Labeling is not merely about identification; it serves as the critical data link connecting manufacturing, warehouse operations, and the global supply chain.
Professionals often view labels in isolation, yet the most successful packaging strategy views the hierarchy as a single ecosystem. An error at the primary level can disrupt inventory accuracy at the distribution center. Conversely, a failure in tertiary packaging can result in lost shipments or retailer chargebacks. Understanding these 3 types of packaging ensures that packaging protects the product inside while serving a specific function in the product journey.
Understanding the distinct role of each tier determines the choice of appropriate substrates, adhesives, and data standards. We must move beyond simple definitions and analyze the functional requirements of labeling the consumer unit, the case, and the pallet. Whether you use a reusable crate or disposable cardboard boxes, the main purpose is to optimize the transit packaging line and facilitate efficient logistics from the packaging line to the end user.
Primary packaging is the packaging that is in direct contact with the product. This is the bottle, the blister pack, or the can that the end consumer handles. Primary packaging also serves a specific function in the product preservation and is often the first thing that customers see. Here, the label serves a dual purpose that often creates conflict: high-impact branding versus strict regulatory requirements and product preservation.
Marketing teams demand aesthetics. They prioritize tactile finishes, foils, and vibrant color matching for agri-food or pharmaceutical goods. However, operations teams must ensure that these unique packaging choices do not compromise the machine-readability of the GTIN-13, qr codes, or EAN/UPC barcodes required for Point of Sale (POS) transactions. Essential information like the expiry date must be present and serve as the integrity of the primary unit.
Substrate compatibility is paramount here. The label material must bond permanently with the container surface, whether it is glass, PET, or flexible film, ensuring no direct contact with the product leads to contamination. Issues like "flagging" or peeling on small-diameter vials can render a product unsellable before it even leaves the factory, unlike primary and secondary layers that may have different packaging challenges.
Regulatory adherence is the non-negotiable variable at this level. Ingredient decks, warning symbols, and lot codes must remain legible throughout the product's shelf life. The challenge lies in fitting extensive variable data onto limited real estate without destroying the brand identity. Effective packaging at this stage ensures traceability and provides the first point of contact for consumers make informed choices.
Modern production lines often utilize automation and vision inspection systems immediately after application. These systems verify that the correct label version is applied and that the lot code is legible. This prevents the costly recall scenario of mislabeled allergens or expired food products entering the market, directly to consumers who expect safety and quality.
Secondary packaging usually refers to secondary packages like the corrugate case or shrink-wrapped tray used used to group multiple primary units. The labeling focus shifts entirely from consumer appeal to inventory management, warehouse streamline, and efficient logistics. Shelf-ready packaging is the only exception where branding overlaps with logistics for e-commerce and retail.
The standard identifier here is often the GTIN-14, frequently encoded in an ITF-14 or GS1-128 barcode. Unlike the primary packages, these labels must be readable by high-speed conveyor scanners in a warehouse. The print contrast signal (PCS) becomes a critical metric for effective packaging performance, ensuring the packaging also provides necessary traceability through the supply chain.
Direct printing on cardboard boxes or corrugate is common, but it carries risks. Low-quality materials used can cause ink bleed, reducing barcode grade. Applying a pressure-sensitive paper label ensures a consistent white background, offering higher contrast and scan rates for these secondary packages, serving a specific role in the packaging strategy.
Packaging regulations and retailer mandates drive packaging design at this level. Large retailers often require specific label placements—usually on two adjacent sides—to ensure visibility regardless of how the case is oriented on a pallet or warehouse shelf. This layer of packaging must prevent damage while keeping the integrity of the primary contents safe.
This level acts as the grouping mechanism for logistics. The data on the secondary packages label must accurately reflect the count and configuration of the primary packages inside. A mismatch here leads to inventory triangulation errors, where warehouse management systems (WMS) show stock that does not physically exist, failing the main purpose of the packaging solutions.
Tertiary packaging involves the palletizing of secondary packages for bulk transport. The label used here is the Serial Shipping Container Code (SSCC). This is the license plate of the logistics world, unique to that specific logistic unit for its journey in shipping containers. Tertiary packaging must be robust enough to withstand a forklift and ensure efficient logistics.
The GS1-128 barcode is the standard workhorse for tertiary packaging labels. It encodes dynamic data including batch numbers, expiry date, and quantities. This allows receiving docks to receipt food packaging or pharmaceutical goods into inventory without breaking down the pallet to count individual cases, significantly helping to optimize the supply chain.
Application is typically automated using print-and-apply systems on shrink wrap. The surface is uneven and flexible. The label adhesive must be aggressive enough to adhere to low-surface-energy plastics like shrink wrap or stretch wrap. Reusable packaging solutions like a plastic crate may also be used here, serving a specific function in the circular economy.
Placement height is standardized by GS1 to ensure forklift operators and automated guided vehicles (AGVs) can scan the code without manual intervention. Labels placed too low risk damage from forklift tynes; labels placed too high may be out of scanner range. Proper tertiary packaging labeling prevents shifting during transport and keeps stackable loads secure.
Durability requirements peak at this logistics level. Tertiary packaging labels face the harshest environment, including outdoor loading docks, UV exposure, and potential rain in shipping containers. Thermal transfer printing is generally preferred over direct thermal to prevent premature fading and ensure the packaging protects the brand reputation throughout storage and transport.
Data synchronization relies on distinguishing between static and dynamic information. Overloading a label with unnecessary data reduces the scan reliability of the critical elements. Deciding what stays and what goes requires a strict packaging design and data governance policy across all three levels of packaging.
The hierarchy determines the target audience for the data. The primary label speaks to the consumer and the checkout scanner. The secondary packages speak to the stock clerk and the conveyor belt. The tertiary packaging speaks to the WMS, the forklift operator, and the logistics carrier, ensuring tertiary packaging work together seamlessly.
On primary packaging, the "brand story" dominates the visual field. However, smart labeling strategies integrate supply chain data unobtrusively. For instance, 2D barcodes like QR codes or GS1 DataMatrix are increasingly used to bridge the physical-digital gap, offering traceability without consuming large spaces, while maintaining the use of recyclable materials.
Secondary labels should strip away marketing copy unless the case is for point of sale. The priority is the "Human Readable Interpretation" (HRI) of the SKU number and quantity. Warehouse personnel must be able to identify the food packaging or agri-food product from five meters away in dim lighting, where the packaging also provides essential data for storage and transport.
Tertiary data is purely functional. It must link the physical pallet to the Advance Shipping Notice (ASN) sent electronically. If the SSCC on the label does not match the ASN, the receiving dock cannot automate the receipt, causing expensive delays. Sustainable packaging and the environmental impact of packaging are increasingly important when choosing the right materials used for these 3 types of packaging.
A label is only as good as its ability to remain attached and legible. The supply chain is a hostile environment involving friction, temperature fluctuations, and chemical exposure. A mismatched material selection or packaging design is the leading cause of "no-read" errors in the packaging industry.
Cost reduction initiatives often target label materials, but this is a false economy. Saving fractions of a cent on a cheaper thermal paper can result in thousands of dollars in retailer chargebacks if the barcode scuffs during transit or if secondary and tertiary packaging fail to protect the product. Investing in effective packaging solutions ensures recyclability and long-term brand health.
Primary labels face the most varied environments based on the product. A shampoo bottle needs a film label (PE or PP) that withstands water and humidity. A frozen food carton needs a paper label with a deep-freeze adhesive that won't crystallize and fall off at -20°C, maintaining the integrity of the primary packaging.
Secondary labels primarily face abrasion. During transit, vibration causes cardboard boxes to rub against each other. Direct thermal paper is sensitive to friction and heat. If cases rub continuously, the friction can turn the label black, obliterating the barcode and violating packaging regulations.
Tertiary packaging labels endure UV light and weather. Pallets often sit on loading docks or in yards. Standard direct thermal labels will turn yellow and fade under UV exposure within hours. Thermal transfer ribbons with resin or wax-resin blends provide the necessary UV stability for efficient logistics and prevent damage during storage and transport.
Failure usually occurs at the intersection of departments. When marketing changes a package design but fails to inform logistics, or when procurement changes a box supplier without testing label adhesion, the system breaks down. These silos create expensive operational gaps in secondary and tertiary packaging management.
The cost of failure is rarely just the cost of re-labeling. It involves returned shipments, loss of shelf placement, and non-compliance fines from major retailers. Walmart, Amazon, and Target have strict vendor manuals and packaging regulations with defined penalties for unscanable labels on shipping containers.
The "Disconnect" is the most common error. This happens when the primary unit GTIN is updated, but the secondary case label continues to reference the old configuration. This creates ghost inventory and disrupts the entire supply chain. Design packaging with a unified packaging strategy to ensure all three types of packaging work together.
Another frequent issue is quiet zone violation. Barcodes require a clear white space on either end to function. On secondary packaging or shrink-wrapped pallets, graphics or structural folds often encroach on this zone, rendering the code unreadable to high-speed scanners and complicating logistics streamline efforts.
Inconsistent placement leads to ergonomic failure. If a warehouse worker has to flip a 20kg crate to find the barcode because it wasn't placed on the standardized side, efficiency drops immediately. Repeated thousands of times, this destroys throughput and efficient logistics in the warehouse.
Manual data entry is the enemy of accuracy. Operators typing batch numbers or selecting products from a dropdown list introduces human error. The solution lies in centralized label management and automation systems that utilize master data templates for all 3 types of packaging.
A centralized system pulls data directly from the ERP or PLM software. The template is fixed; the data is dynamic. When a work order is generated, the system populates the primary, secondary, and tertiary label templates simultaneously. This ensures the environmental impact of packaging is considered through the use of recyclable materials and optimized layouts.
Verify that your labeling strategy addresses the distinct needs of all three packaging levels. Confirm the GTIN-14 matches the primary unit configuration. validate the SSCC generation process to ensure uniqueness. Ensure thermal transfer ribbons are used for UV stability if outdoor storage is possible, ensuring your tertiary packaging must remain intact throughout the supply chain.
Ultimately, the goal is to streamline the flow of goods while serving a specific function in the product journey. By treating primary, secondary, and tertiary packaging as an interconnected data system, you secure the efficient logistics of your brand and protect the integrity of the primary product for the end consumer.