
Contact Sales Now
Thank you! Your submission has been received!
Oops! Something went wrong while submitting the form.

Contact Sales Now
Thank you! Your submission has been received!
Oops! Something went wrong while submitting the form.

Adhesion failure extends beyond simple aesthetic issues. In supply chain logistics, pharmaceutical tracking, and consumer safety, a detached label represents a critical failure of the data chain. Verifying adhesive performance and adhesive strength ensures compliance with regulatory standards and maintains brand integrity against harsh environmental stressors. By using a peel tester to quantify the bond, manufacturers can ensure the pressure-sensitive adhesive remains intact.
Manufacturers often assume a standard acrylic or rubber-based adhesive will perform universally, but hot-melt adhesives and other psas require specific validation. This assumption leads to "flagging," edge lift, or complete delamination once the product leaves the controlled facility. Rigorous testing protocols such as those from the pressure sensitive tape council identify weaknesses in tack and peel before mass application occurs.
Testing provides empirical data on how the pressure-sensitive adhesive (PSA) interacts with specific substrates. It moves the decision-making process from anecdotal evidence to quantifiable metrics, including tensile strength and adhesive tape durability. This data dictates the selection of appropriate adhesive formulations, coat weights, and face stocks to ensure a high peel or low peel outcome as required by the application.
The primary variable in adhesion success is the surface energy of the substrate, measured in dynes. High surface energy (HSE) materials like stainless steel or glass allow adhesives to wet out easily, which is essential for a strong adhesive bond. This creates strong molecular contact and robust bond strength immediately upon light pressure application.
Low surface energy (LSE) plastics, such as polyethylene or polypropylene, resist this wetting process, often requiring a specific test to determine the right psa. The adhesive beads up rather than flowing, leading to weak initial tack and lower peel adhesion. Testing must simulate these specific substrates rather than relying on standard stainless steel test panel specimens.
Environmental factors drastically alter chemical interaction and the overall strength of an adhesive. High humidity can cause hydrophilic adhesives to absorb moisture and lose cohesive strength. Conversely, extreme cold hardens the adhesive polymer, reducing its viscoelastic flow and preventing it from gripping the substrate surface texture, which is why tack is sensitive to a variety of factors.
Surface contamination acts as a boundary layer that prevents a strong adhesive bond from forming. Dust, mold release agents, or migrating plasticizers from the container can sabotage an otherwise perfect pressure sensitive adhesive match. Validating adhesion requires an adhesion test on the actual production parts, not just clean laboratory panels, to ensure the strength of the bond is sufficient.
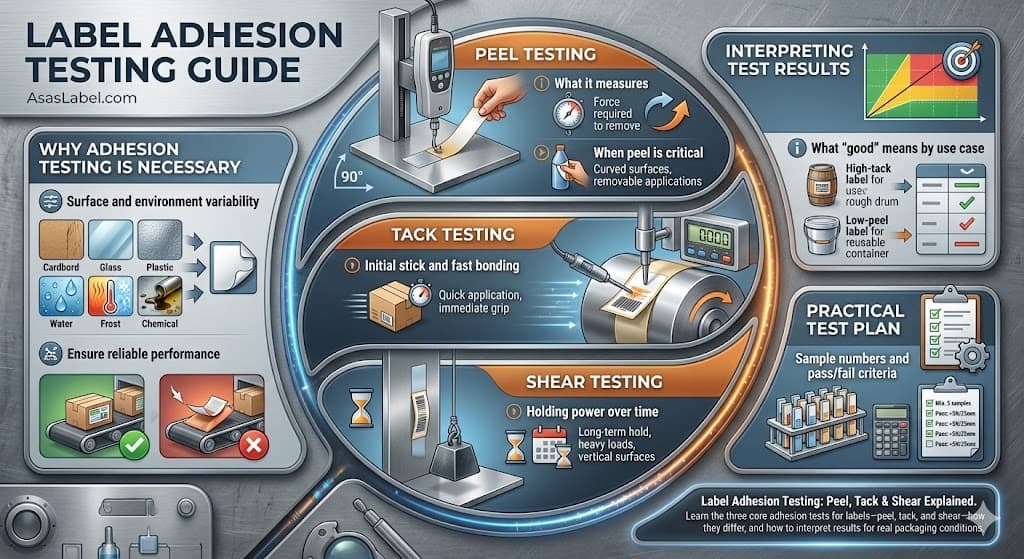
Peel adhesion is defined as the force required to remove a label or adhesive tape from a substrate at a specific angle and speed. A peel test or stripping strength analysis quantifies the force required to separate the adhesive layer from the surface. This is the most common metric for gauging permanent adhesion or removability, often using a universal testing machine to measure the force per unit width.
The standard 180° peel test (often referenced in ASTM D3330) applies maximum stress to the adhesive-substrate interface as the specimen is pulled away. It is excellent for flexible packaging. Rigid substrates often require a 90° peel or 90-degree peel setup to prevent the face stock stiffness from skewing the average peel force measurement data collected by the peel tester.
Dwell time is a crucial component of this analysis since the bond is formed over time. Adhesives flow and build adhesive strength as they dwell. A specific test performed immediately after application measures initial tack strength, while a test method performed after 24 or 72 hours measures ultimate peel adhesion. Both data points are necessary for a complete adhesive performance profile.
The numeric value for adhesive strength, typically expressed in Newtons per 25mm or force per width (ounces per inch), tells only half the story. The mode of failure during the peel test is equally diagnostic. An "adhesive failure" means the label lifted cleanly from the substrate, indicating the bond to the container was the weak link in the adhesive applications.
A "cohesive failure" leaves adhesive residue on both the label and the product. This indicates the internal cohesive strength of the adhesive mass (shear) was lower than the bond strength to the surface. This is common in gummy adhesives or when exposure to a solvent degrades the polymer chains, significantly impacting the properties of adhesive layers.
Substrate failure or "facestock tear" occurs when the adhesive bond is stronger than the material itself. For permanent security labels, this is the desired outcome where the force needed to remove the label destroys the specimen. The paper or film destroys itself before the adhesive releases, providing tamper evidence and proving a high peel resistance.
Peel strength becomes the priority when the adhesive applications involve tight radii or flexible containers. A label applied to a small diameter vial exerts a constant "memory" force per unit trying to return to a flat state. The peel adhesion must exceed this tensile force and stiffness to prevent winging or edge lift.
Removable applications rely entirely on precise peel windows and controlled peel resistance. The adhesive must be strong enough to hold during shipping but have a low peel force required to remove without leaving adhesive residue. Testing ensures the peel or stripping strength remains stable over time and does not build to permanent lock-up, following industry standard pstc or astm guidelines.
Tack is the ability of a pressure-sensitive adhesive to form an immediate bond upon contact with minimal pressure. Unlike peel, which measures removal force per unit width, tack measures the speed and adhesive strength of the initial grab. Properties such as tack are sensitive to a variety of factors, governed by the adhesive's rheology and softness.
In automated labeling lines using adhesive tape, the dwell time is milliseconds. If the loop tack is insufficient, the label will skew or fly off the product before the wipe-down rollers engage. High-tack strength formulations are essential for rough, textured, or cold surfaces where measuring the force required to wet out takes time.
The "Loop Tack Test" (ASTM D6195) is the industry standard used to measure quantification. A loop of the label specimen is lowered onto the test panel and immediately withdrawn. This isolates the initial tack strength without the influence of extensive dwell time or heavy force required to separate. A probe tack or rolling ball tack test may also be used in R&D.
Fast bonding assumes critical importance in "blow-on" adhesive applications where no physical roller presses the label. The kinetic energy of the air blast is the only force needed to form the bond. Without aggressive initial tack strength, air entrapped under the adhesive layer will cause bubbling and eventual failure of the pressure sensitive bond.
Shear resistance measures the internal cohesive strength of the adhesive. It is the ability of the polymer matrix to resist flow under stress. While peel measures forces perpendicular to the surface (90° or 180°), shear measures resistance to sliding forces parallel to the surface. Measuring the shear strength is critical for labels under constant tension.
High shear adhesion is often inversely related to high tack strength. Harder adhesives resist sliding and oozing but may have lower initial tack. Soft adhesives wet out quickly but may slide under load or show lower shear adhesion failure temperature. Balancing these properties such as tack and shear is the core challenge of psa formulation.
A shear test involves applying a static load to a label specimen adhered vertically to a test panel. The time it takes for the adhesive bond to fail and the label to slide off constitutes the shear strength value. This metric predicts the long-term stability and shear resistance of the bond under gravity or mechanical tension parallel to the surface.
Shear strength is vital for adhesive applications that serve a functional purpose, such as hanging tabs or closure seals. If the adhesive lacks shear resistance or cohesive strength, the weight of the product will cause the bond to "cold flow." The label slowly slides down or pulls away over days or weeks, failing the shear test.
Edge bleed or adhesive residue oozing is a symptom of poor shear resistance. Under the pressure of an adhesive tape roll wound too tightly, or during die-cutting, soft psas deform and ooze out the sides. This gums up printing equipment and results in sticky edges on the final label specimen, affecting the properties of adhesive performance.
Elevated temperature drastically reduces shear strength and shear adhesion in standard acrylics and rubber-based hot-melt adhesives. As thermal energy increases, the polymer chains mobilize. Shear testing and measuring the shear adhesion failure temperature at elevated temperature ensures the label won't slide or degrade during hot-fill processes or summer shipping conditions.
Raw data from a universal testing machine or peel tester must be translated into actionable insights for the production floor. A high average peel force value is meaningless if the mode of failure is adhesive residue transfer on a product meant to be cleanly removable. Context and the specific test method determine the validity of the results.
Variability in data often points to inconsistent manufacturing processes rather than a failure of the properties of adhesive. If standard deviation in adhesive strength results is high, look for variations in the substrate surface energy, uneven corrugate liners, or inconsistent release liner siliconization that affects the adhesive layer thickness.
Tensile strength and elongation properties of the facestock also impact the peel force measurements. A film with high tensile strength will transmit the force per width directly to the adhesive bond, while a more elastic specimen may absorb some of the force required to remove it, complicating the interpretation of strength versus peel resistance.
For cryogenic laboratory samples, "good" adhesive performance means the label survives distinct thermal contraction rates between the tube and the facestock. The adhesive bond must maintain flexibility at -80°C. Standard aggressive tack strength helps, but glass transition temperature is the defining metric for these adhesive applications.
In the logistics sector, success is defined by fiber tear. When an adhesive tape or label is removed from a corrugated box, it must pull the paper fibers with it. If the label peels clean, it is a security risk. The test criteria here for the strength of the adhesive is strictly predominantly substrate failure, measured by the force required to separate.
For luxury cosmetics, the criteria shift to aesthetic longevity and chemical resistance. The label must not lift at the edges and must resist essential oils. Here, shear resistance, cohesive strength, and resistance to plasticizer migration are more heavily weighted in the adhesive performance profile than raw peel force alone.
Ad hoc testing yields ad hoc reliability. A functional adhesive performance test plan requires standardized conditioning. Both the label specimens and the substrates should be conditioned at industry standard laboratory temperature and humidity (23°C, 50% RH) for 24 hours prior to application and testing.
Variables must be isolated one at a time to quantify the strength of the adhesive. If testing a new adhesive, keep the facestock and liner constant. If testing adhesion to a new recycled plastic substrate, use a control adhesive with known properties such as tack and peel to benchmark the new surface energy.
Documentation should include not just the adhesive strength values, but the dwell time, application pressure, and environmental variety of factors during the test. This metadata allows for R&D root cause analysis if field failures occur later, helping to quantify why a bond is formed or fails at a specific peel angle.
Testing a single specimen provides a data point, not a conclusion. A minimum of 10 specimens is generally required by the pressure sensitive tape council to establish statistical significance. This accounts for minor inconsistencies in adhesive layer thickness or substrate texture anomalies that affect tack and peel.
Pass/fail criteria must be binary and pre-determined. For example: "Minimum peel force required to remove of 15 N/25mm with no adhesive residue." Ambiguous criteria like "good adhesion" lead to subjective interpretations and quality control drift in adhesive applications. Success is defined as the force required to separate according to the specific test.
Set Acceptable Quality Limits (AQL) based on risk. A pharmaceutical label requiring a 100% read rate demands higher sampling frequency and stricter cohesive strength standards than a generic produce sticker. Adjust the rigor of the loop tack test and peel test to match the liability of the potential failure.
Include aging studies in the protocol to quantify long-term adhesive performance. Perform tests at T=0, T=24 hours, and T=7 days. Accelerated aging using heat and humidity chambers can simulate months of shelf life, revealing migration issues that standard short-term tack and peel testing will miss on the specimen test panel.